
全国服务热线
田总:15101029877
田总:15101029877

为了保证网架在实际使用过程中符合设计假定模式,尽量减少或消除网架安装过程中因焊接球和杆件定位尺寸误差产生的次应力和内在隐患,我们采取如下几个方面的措施:
1,提高该网架构件的制作加工精度
网架各组成构件的尺寸精度是保证网架整体尺寸精度的前提条件之一,且焊接球网架是杆件与焊接球直接焊接连结,其降低安装积累误差的环节和余地不如螺栓球网架那么充裕(螺栓球网架可通过微量增减螺栓球与杆件间的套筒长短来消除或降低安装积累误),为避免该焊接球网架安装过程中产生较大的积累误差,结合该工程的具体条件故将规范规定的螺栓球网架杆件的加工尺寸误差±0.1提高为±0.5。
因此,杆件的加工必须在专用的割管设备上加工,不仅能保证杆件的加工尺寸精度和切割端面与杆件轴心线的垂直度,且能使割管和管端倒角一次完成,为保证后续现场杆件和焊接球之间的焊接质量提供了有利条件,严禁采用手工砂轮切割机切割杆件。
2,杆件的加工尺寸中已包含了适当的焊接收缩量,焊接收缩量留多或留少都不利于焊接球网架整体尺寸的控制,故在杆件加工前必须对各种规格和壁厚的杆件进行焊接试验,得出各种规格和壁厚较为**的焊接收缩量,以避免现场焊接时产生较大的焊接积累误差或强行安装的现象。经焊接试验,经分析和统计试验数据,我们确定:当杆件壁厚≤4mm时焊接收缩量为2mm,杆件壁厚>4mm时焊接收缩量为3mm。
3,结合该焊接球网架的结构特点,制定完备的施工顺序和工艺。
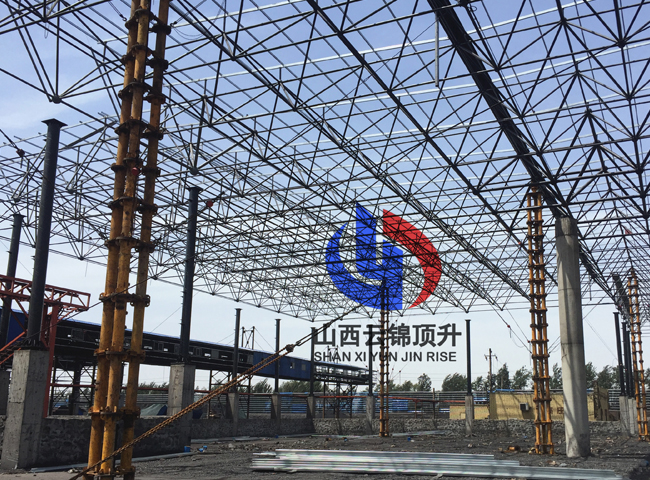
为了避免网架常规安装中采用的从一边支承处向对边支承处逐步推进安装易使安装误差形成单向积累的缺陷,该焊接球网架尽量采用结构中部向两边线推进安装,使安装误差形成两向分布,使原来形成的单向积累误差值减少一半,从而使安装后的网架整体尺寸更接近设计计算模式。
4,由于施工场地的限制和施工安全性的考虑,该焊接球网架采用高空满堂脚手架上组装的工艺和方法,其关键是在高空将待组装的焊接球和杆件在空间**定位。我们制订定位的先后顺序为:先将待组装的下弦焊接球定好位→再定位下弦杆件→确定竖向腹杆和上弦球→再确定上弦杆和斜腹杆。
 山西综改示范区太原学府园区电商街8号A座
山西综改示范区太原学府园区电商街8号A座
 田总:15101029877
田总:15101029877
 804818716@qq.com
804818716@qq.com
 微信咨询
微信咨询



