全国服务热线
田总:15101029877
田总:15101029877


FOCUS ON SERVE AREAS OF SERVICE
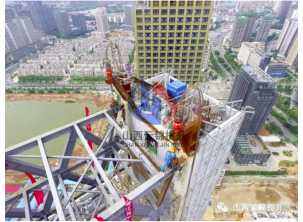
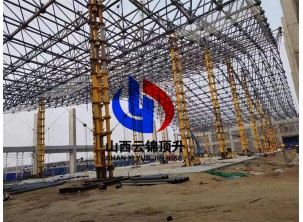
 钢结构提升案例
钢结构提升案例 钢屋架加高
钢屋架加高 顶升案例
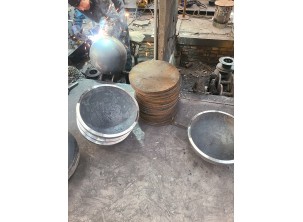
顶升案例 焊接球加工
焊接球加工












选择云锦顶升网架的理由
是一家集网架设计、制造、施工、服务为一体的专业大型生产企业。
专业的设计团队和施工团队,从原材料采购到产品加工、现场安装,一站式为您解决,让您的工程省时、省力、省心。
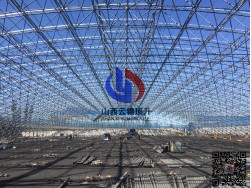
公司位于山西汾阳焊接球加工生产基地,先后完成国内三十六项钢结构重大项目的顶升施工, 网架焊接球生产能力达到几万吨。
我们始终坚持“我设计,我生产,我施工,我负责”的企业理念,12年来服务了数百家 客户,精品工程深受客户信赖。
about us
公司占地20亩
生产车间20000平方米
年钢结构生产量
公司成立时间12多年
 行业资讯
行业资讯

球节点的焊接工艺(1)定位焊构件就位后先点焊牢固,如下图所示,定位焊一般为2~4处,定位焊前应检查管端是否完全吻合,坡口两侧是否有油污杂质,应清理干净后方可点焊,定位焊缝必须焊透,长度一般为30mm左右,根据管径大小而定,定位焊缝不宜过厚。(2)成型焊缝焊接顺序每个节点的焊接顺序:先焊接弦杆、后焊腹杆,球节
要使待组装的焊接球和杆件在空间准确定位必须具备如下条件:A,平整的刚度较大的基准面因在脚手架上定位网架构件,该脚手架需承受安装过程中调节网架节点位置的局部集中附加力,故安装该网架所需的脚手架的支撑力和刚度必需比一般安装网架所需的脚手架的支撑力和刚度要大,至少在需支撑调节网架下弦节点处部位进行局部加强处理,然
为了保证网架在实际使用过程中符合设计假定模式,尽量减少或消除网架安装过程中因焊接球和杆件定位尺寸误差产生的次应力和内在隐患,我们采取如下几个方面的措施:1,提高该网架构件的制作加工精度网架各组成构件的尺寸精度是保证网架整体尺寸精度的前提条件之一,且焊接球网架是杆件与焊接球直接焊接连结,其降低安装积累误差的环
 山西综改示范区太原学府园区电商街8号A座
山西综改示范区太原学府园区电商街8号A座
 田总:15101029877
田总:15101029877
 804818716@qq.com
804818716@qq.com
 微信咨询
微信咨询